NEED HELP? WE’RE HERE FOR YOU.
Contact Us
Get In Touch
More Info
If you have any questions or inquiries, a member of our team will always be happy to help. Feel free to contact us by phone or email and we will be sure to get back to you as soon as possible.
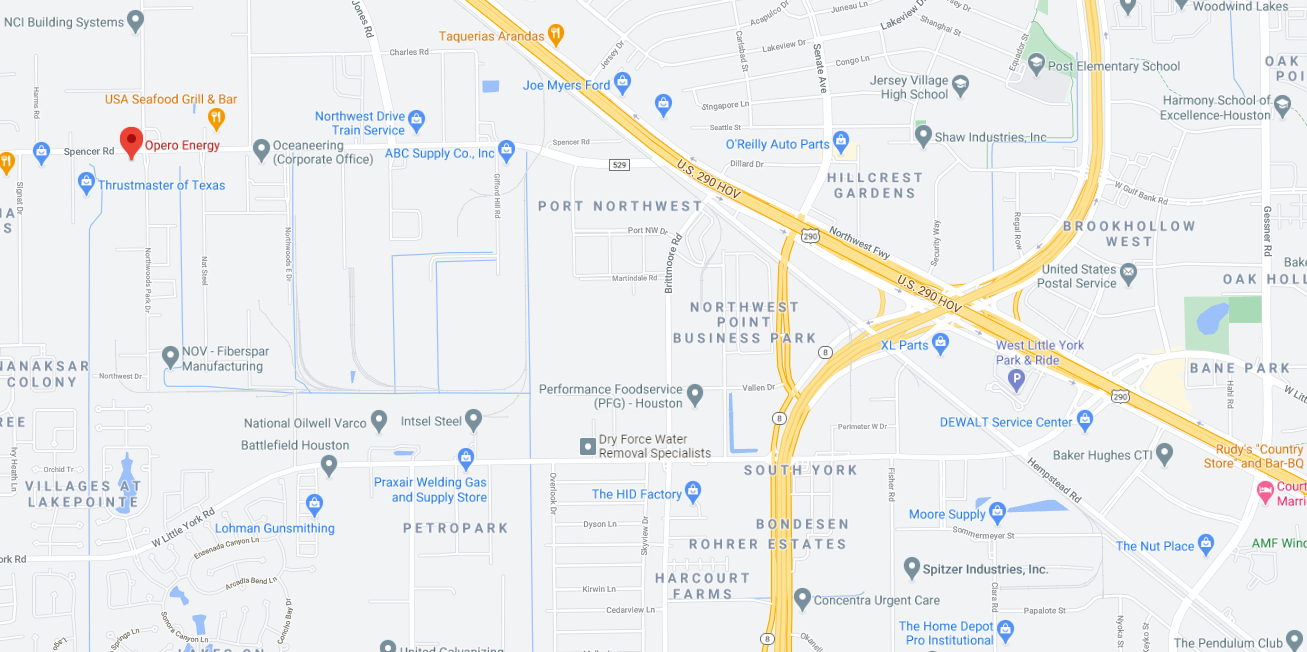
Address:
12261 Farm to Market Rd 529
Houston, TX 77041
Phone: 713.580.4300